熱搜詞:皮帶輸送機(jī) 螺旋輸送機(jī) 給料設(shè)備 篩分設(shè)備
收藏本站|網(wǎng)站地圖|聯(lián)系我們河南坤威機(jī)械制造有限公司
24小時(shí)咨詢熱線:
18836269550
近期相信大家都對(duì)“皮帶輸送機(jī)維修中膠帶的粘合方法”這個(gè)話題比較感興趣,要想知道這個(gè)話題答案,那么我們首先要了解一些與之相關(guān)的內(nèi)容,坤威機(jī)械的小編精心整理了該話題的相關(guān)內(nèi)容,那么下面就讓坤威機(jī)械的小編帶大家一起了解一下吧!
帶式輸送機(jī)作為一種通用的輸送設(shè)備,具有成本低、容量大、運(yùn)行可靠、運(yùn)行成本低等優(yōu)點(diǎn),在各行業(yè)得到了廣泛的應(yīng)用。今日對(duì)皮帶輸送機(jī)巡檢及保養(yǎng)中涉及的膠帶方法,做一簡(jiǎn)單介紹,望能起到互相溝通的作用。
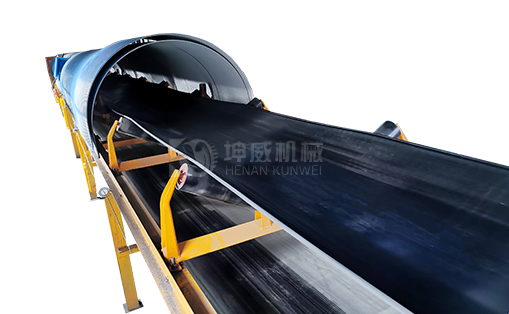
一種皮帶輸送機(jī)的結(jié)構(gòu)組成。
帶式輸送機(jī)由幾個(gè)部分組成,一部分是動(dòng)力,驅(qū)動(dòng)部分,一些是電動(dòng)滾筒,一些減速器加電機(jī);二是框架,帶角鋼,一種槽鋼焊接而成;第三種是托輥,有上下之分,上端多用槽形,下回程用平托輥;第四是輸送帶;還有一種起緊裝置,中間有垂直漲緊,尾盤(pán)螺桿漲緊,車式上料器;上料正在并排出;將尾端轉(zhuǎn)向卷筒等。其中,作為重要零件的皮帶,是易損件,連接件的粘接比例不能減少,也是非常重要的,現(xiàn)介紹它的粘接方法。
二、膠帶粘合方式。
膠合的原因在于膠帶在運(yùn)轉(zhuǎn)時(shí)須處于密封狀態(tài),其上下和側(cè)面在工作時(shí)始終處于磨損狀態(tài),再加上意外事故,必然會(huì)發(fā)生皮帶損壞。它的接線方法如下,具體介紹如下。
1.機(jī)械式疊合。
機(jī)械式卷繞機(jī)通常用于臨時(shí)復(fù)位生產(chǎn),較小的皮帶輸送機(jī),重載較輕或不太重要的皮帶輸送機(jī)。卷邊時(shí),首先將卷?yè)P(yáng)器送至較小位置,然后在卷?yè)P(yáng)機(jī)旁用倒鏈將其拉緊,然后將接頭向上和向下折疊(可以是帶寬的60百分比),然后將其縱向(兩面對(duì)其)垂直固定,再用夾板固定,再按接口專用螺栓的大小,用手電鉆打孔,直到完成搭接。搭扣螺栓的布置可根據(jù)實(shí)際情況而定,建議螺釘距四周50mm左右,其他部位為100左右。還提醒,疊放時(shí)運(yùn)行方向在上面(機(jī)尾端);疊放搭接完成后,皮板應(yīng)切成45度,以減輕與上托輥的碰撞。
2.帶子對(duì)接方法。
帶式皮帶輸送機(jī)對(duì)接,一般采用帶扣對(duì)接,也是比較常用的一種接法,以前用的,現(xiàn)在用的少,因強(qiáng)度低也是用在負(fù)荷較小的皮帶上。特別接法為:首先松開(kāi)帶機(jī)的尾部,皮帶在對(duì)口上拉緊,然后在對(duì)口上劃?rùn)M線,直線要豎直帶,裁去毛邊,然后將帶子扣入帶內(nèi),然后將帶子的橫切面合起來(lái),然后用錘擊法將帶子扣牢固地釘在皮帶上,當(dāng)兩邊釘好后,再將帶子交叉的兩條帶合在一起,穿過(guò)銷軸,檢查無(wú)誤后,將牙扣錘一下,這樣兩個(gè)牙扣通過(guò)銷軸連接起來(lái),就可以完成皮帶對(duì)接。把銷子的多余部分去掉,就可以結(jié)束了。
3.冷粘帶。
帶接合法:切邊采用斜割法,斜度一般與輸送帶中心線成30~60夾角,重合長(zhǎng)度和帶寬相同。具體地說(shuō),松開(kāi)加料器,將皮帶兩頭接合處用倒鏈拉緊,量出皮帶的長(zhǎng)度,除去多余的部分,確保切口與皮帶中心線成30度。橫切:按帶材的層數(shù)、寬度沿切口的間距150mm左右的距離,將帶接口處拉伸,平放于平板上。頭部的端部在下方,機(jī)尾畫(huà)在其上。切割:先將膠帶撕開(kāi),撕去耐磨層,再用1~2層帆布作為臺(tái)階層,將待接皮帶的斷口撕成階梯形;同理,將機(jī)尾端的臺(tái)階開(kāi)口。
當(dāng)梯形界面打開(kāi)后,用拋光機(jī)磨去帆布上的膠水,同時(shí)將帆布線打毛,然后用汽油把殘存的膠水清除,代汽油或清洗劑揮發(fā)后,將加入固化劑的氯丁膠均勻放置在待接處的梯級(jí)表面,待膠水風(fēng)干后,再將兩階梯口的對(duì)應(yīng)物粘在一起(四對(duì)齊),再用木錘或皮錘從中間敲擊界面,一方面促進(jìn)粘合,另一方面則將氣排出,在界面上釘上小釘子,粘接工作結(jié)束,取出倒鏈,上緊皮帶,就可以開(kāi)始運(yùn)轉(zhuǎn)了。
4.硫化粘合。
這種硫化膠的接法和冷膠的搭接,開(kāi)口形式一樣,只是粘合劑不同,粘合溫度也不一樣。在粘結(jié)之前還應(yīng)松開(kāi)上揚(yáng)裝置,拉入接頭帶,再將皮帶開(kāi)成階梯形截面,清洗打毛斷口,再將兩條皮帶輸送機(jī)對(duì)應(yīng)疊起來(lái),并托四周整平,無(wú)問(wèn)題后,將硫化機(jī)裝在硫化帶上。再將布層上均勻地涂上粘合劑(液化膠),將膠布侵入布層為好(可用膠板頭剪碎后再將膠布剪碎,再將膠帶壓平,再將膠帶壓平,再將膠帶壓平,再將膠帶壓平,再將膠帶壓平。疊合:將接合處整齊搭接,搭接前加生膠條(壓成后不虧膠)。接觸硫化:將皮帶輸送機(jī)帶體搭在上面(工作面朝下),用扁鐵擋住搭接的帶體(扁鐵厚比帶薄1毫米,寬70毫米,長(zhǎng)度比膠帶長(zhǎng)500毫米),再均勻放置4個(gè)夾緊上架,鎖緊機(jī)構(gòu)鎖住,接通線路(3×380V+中性線,50HZ)接通電源加熱,加熱3分鐘后再進(jìn)行加壓,壓力達(dá)到4kg-5kg,加熱至145℃左右,停止運(yùn)行,保壓20分鐘后再開(kāi)啟鎖緊裝置起板,待冷卻后進(jìn)行修邊,粘結(jié)完成。
以上就是坤威機(jī)械為大家整理《皮帶輸送機(jī)維修中膠帶的粘合方法》的全部?jī)?nèi)容了,(以上內(nèi)容僅供參考,具體情況需要具體分析,并不適用于所有現(xiàn)場(chǎng)。如有問(wèn)題概不負(fù)責(zé)。)如果想了解更多關(guān)于輸送機(jī)的知識(shí),請(qǐng)撥打我們的電話進(jìn)行聯(lián)系吧
本文標(biāo)題:皮帶輸送機(jī)維修中膠帶的粘合方法
本文作者:河南坤威機(jī)械制造有限公司
 皮帶輸送機(jī)設(shè)備生產(chǎn)企業(yè)讓我們?yōu)槟疤峁狈判漠a(chǎn)品
皮帶輸送機(jī)設(shè)備生產(chǎn)企業(yè)讓我們?yōu)槟疤峁狈判漠a(chǎn)品

掃一掃關(guān)注